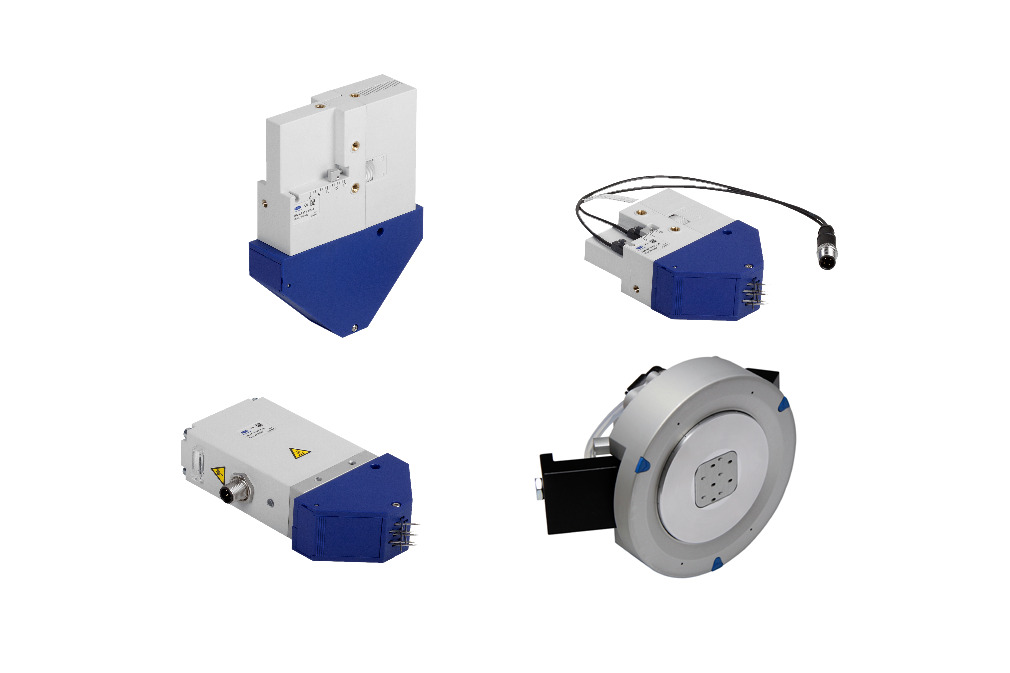





フローグリッパー SCG
- 吸込量: 270~650 l/min
- 吸着面: Ø20~50 mm
カテゴリーを表示

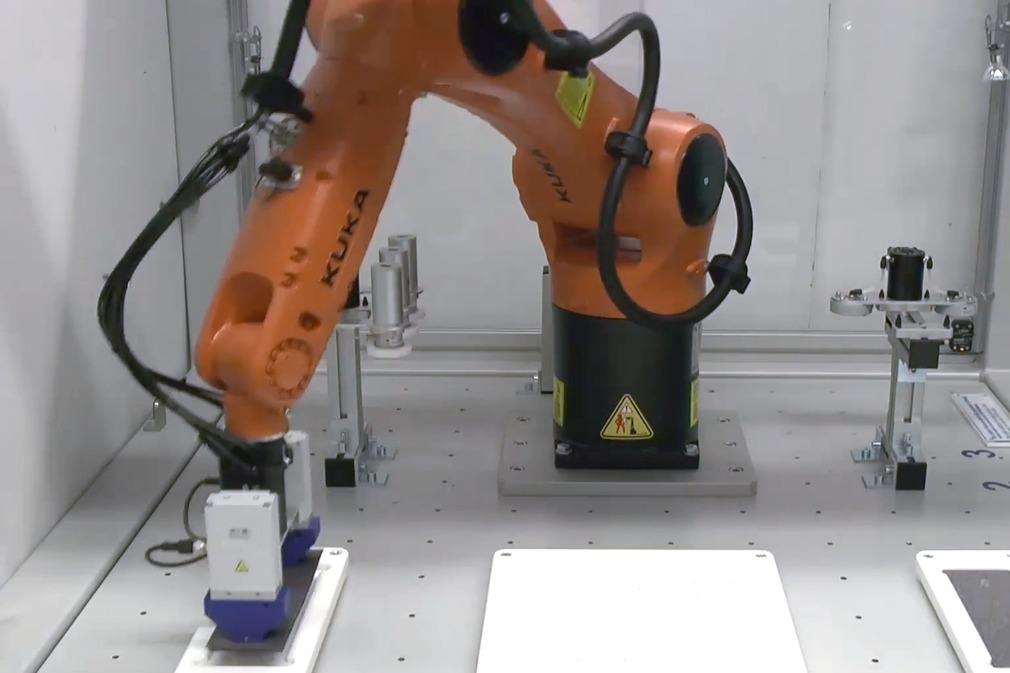
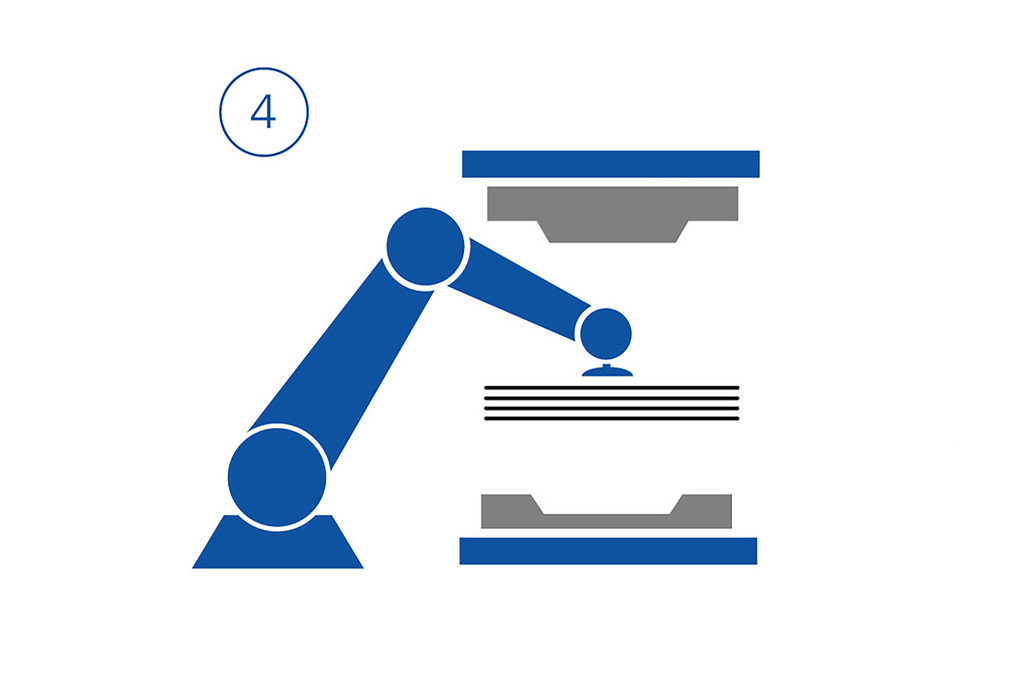
RTM (レジン・トランスファー・モールディング) の工程では、まずCNCのカッティングテーブル上で乾燥したFRPの織物から必要な形状をカットします (1) 。グリッパーは、切断機から繊細なワークをピックアップし、テーブルやマガジンにセットします。場合によっては、切断された繊維は、さらに加工して一時的に保管されます。その際、異なる層を定められた順序で重ね合わせ、特定の層構造を作り上げます (2) 。プロセスによっては、切断されたピースを加熱し、手動または自動で予備成形され、最終製品に似た形状のプリフォームを作成する場合もあります (3-5) 。
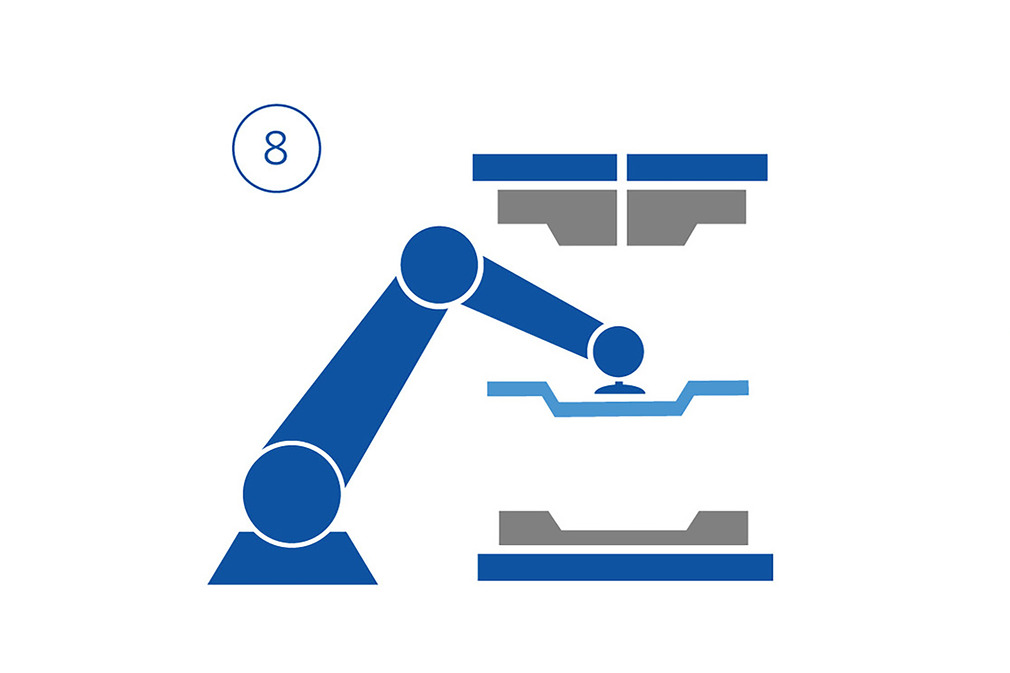
予備成形後、通気性が高くまだ不安定な三次元のプリフォームを金型から取り出します (6) 。次に、プリフォームをプレス用の金型にセットし、その後樹脂と硬化剤の混合物を金型に注入し、圧力と熱を加えてワークを硬化させます (7)。硬化後、ワークを金型から取り出し (8) 、仕上げ工程で最終的な形状に仕上げます (9) 。これは通常、CNCフライス盤やウォータージェットによる切削加工で行われます。
RTMのほかにも、湿式プレスなど、同様の製造工程があります。RTMの手順とは異なり、実際のプレス工程の前に樹脂を塗布するため、積層された材料は湿潤状態でプレスされ、硬化します。
通気性の高い繊維の確実な把持
繊維は非常に繊細であるため、ハンドリングによって繊維の配向が影響を受けないようにすることが重要です。シュマルツはこの搬送工程に適したコンポジットグリッパー SCGとニードルグリッパー SNGをラインアップしています。コンポジットグリッパー SCGは、真空発生器を一体化し、圧縮エアの供給のみで使用できるグリッパーです。繊細なワークピースを優しく把持することができます。ニードルグリッパー SNGは、最大24本のニードルをワークに挿入し、保持します。グリッパーの両側にある針は、ワークをしっかりと保持するために必要な張力を発生させるために反対方向に動きます。
硬化したワークの取出と積層
金型からワークを取り出す際、硬化したばかりのまだ熱いワークに跡をつけず、確実に把持する必要があります。この工程では、HT1製の真空パッドが最適です。HT1は耐熱性があり、シリコーンを含む物質や塗装を阻害する物質を含んでいません。FRPの部品に後から塗装を施す場合、表面に凹凸などの不良が発生する可能性を抑えることができます。






様々な業界における製品のアプリケーション動画を公開しております。使いやすい製品と、プロセスの効率を上げるためのヒントをご覧ください。
適当なビデオが見つかりませんか?メディアセンターをご覧ください。